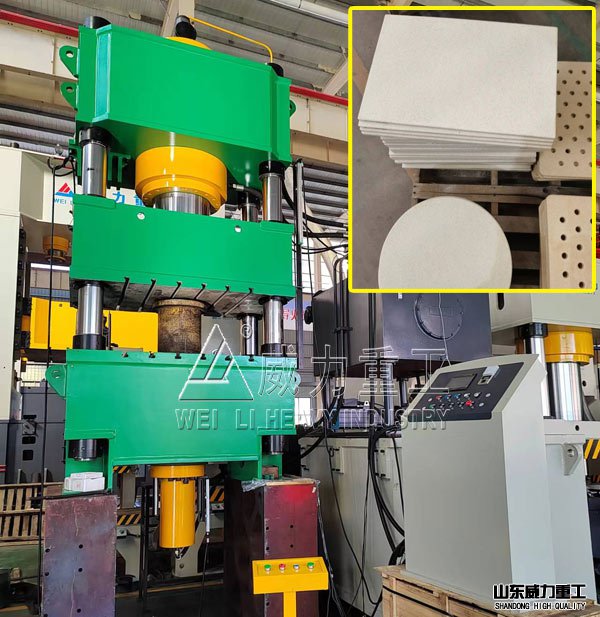
200吨拉伸四柱压力机用于健身壶铃成型
文章出处:www.wfhqjx.com 人气: 发表时间:2022-11-04 20:20
健身壶铃是由圆形球体和把杆组成,圆形球体根据其材质,有多种生产制造工艺,这里介绍一种金属材质的健身葫芦球体,是用压力机搭配拉伸模具,一次成型。这种使用壶铃的生产制造方法,生产效率高、速度快,一次成型,工艺简单,操作方便,适合批量生产。
根据壶铃的重量,有多种规格,不同规格选用不同的四柱压力机,常用有200吨、315吨、400吨、500吨、630吨等四柱压力机。山东威力重工多种规格型号的健身壶铃成型压力机都可设计定做生产。文中是公司为客户设计生产的一款200吨拉伸四柱压力机,就是专门用于健身壶铃的生产制造。

拉伸制造完成的健身壶铃
健身壶铃的生产步骤:
(1)、成型把手:钢锭经拉伸、切断、折弯后成U形手柄毛坯,U形手柄毛坯经整形、打磨抛光、电镀后成型为U形手柄;
(2)、冲裁:按照上壳体和下壳体的形状将金属板材冲裁成规则或不规则的金属板;
(3)、拉伸:将拉伸模具放置于200吨拉伸四柱压力机的工作台面上,步骤(2)的金属板放于拉伸模具上,启动250吨健身壶铃球体成型液压机,拉伸压头下压至将金属板拉伸成上壳体毛坯和下壳体毛坯;
(4)、去边角料:将上壳体毛坯打磨、去毛刺、去边角料成上壳体半成品,下壳体毛坯打磨、去毛刺、去边角料成下壳体半成品;
(5)、冲孔:将冲孔模具放置于冲压机的工作台面上,步骤(4)的上壳体半成品放于冲孔模具上,启动冲压机,在上壳体半成品上冲压出用于连接U形手柄的连接孔,连接孔的形状与U形手柄的截面形状匹配,每个上壳体半成品上冲压两次后成型为具有两个对称设置的连接孔的上壳体;
(6)、压平:将压平模具放置于冲压机的工作台面上,步骤(4)的下壳体半成品放于压平模具上,启动冲压机,将下壳体半成品的底部压成平底后成型为具有平底的下壳体;
(7)、整形、焊接:将上壳体和下壳体整形至两者口部尺寸一致,然后将上壳体和下壳体扣合后在口部接缝处焊接,将上壳体和下壳体焊接连接成壳体;

200吨四柱压力机拉伸健身壶铃过程
200吨拉伸四柱压力机性能特点:
1、电脑优化结构设计,四柱结构简单,经济实用;框架结构刚性好,精度高,抗偏心载荷能力强。
2、200吨拉伸四柱压力机液压控制采用插装式基础系统,动作可靠,使用寿命长,液压冲击小,减少连续管路和泄漏点。
3、PLc控制的电气系统结构紧凑、工作灵敏、可靠、灵活性好;继电器控制系统可靠、直观且易于维护。
4、通过操作面板的选择,不仅可以实现定行程、恒压两种成型工艺,还可以实现带垫、不带垫、顶出三种工作循环。

200吨四柱压力机
200吨四柱压力机的拉伸工艺是一种冷冲压工艺,通过使用模具将平板坯料或半成品坯料拉延成开口的中空零件。通过拉伸工艺可以制成的产品形状有:圆柱形、门形、球形、圆锥形、矩形等不规则的开口空心件。将拉深工艺与其它冲压工艺相结合,可以制造形状复杂的零件,如落料拉深复合模与拉深工艺相结合。多用于搪瓷脸盆、铝锅饭盒、汽车油箱、汽车面板,汽车覆盖件,汽车冲压件等产品的拉伸成型。

拉伸壶铃壳体
下一篇:315吨汽车配件拉伸成型液压机(压力机)操作方法 上一篇:上一篇:400吨四柱压力机拉伸不锈钢风机外壳壳成型
此文关键字:200吨,拉伸,四柱,压力机,用于,健身,壶铃,成型,



同类文章排行
- 315吨汽车配件拉伸成型液压机(压力机)操作方法
- 630吨四柱压力机模压树脂井盖、电缆沟盖板
- 500吨四柱压力机冲压锚杆托盘自动化生产线现场
- 200吨拉伸四柱压力机用于健身壶铃成型
- 630吨石墨坩埚盖板成型压力机组成系统说明
- 400吨四柱压力机拉伸不锈钢风机外壳壳成型
- 400吨单臂压力机(液压机)特点与安全操作
- 500吨拉伸四柱压力机换向阀的主要性能
- 400吨铁粉健身哑铃液压机特点与使用注意事项
- 630吨四柱压力机剪切/冲孔/压型锚杆托盘一次成型
很新资讯文章
- 滕州液压机厂家教您正确使用泵站
- 压力机厂家分析两会内容 机床业的“智能创新”
- 500吨鱼饵压块压力机/舔盐压块四柱压力机
- 200吨卫星锅盖拉伸四柱压力机故障查找
- 耐火砖630吨压力机相对于传统冲压优势
- 锚杆托盘冲压压力机315吨500吨630吨厂家配生产线
- 快速拉伸压力机的安装要点
- 3000吨电梯配重块热压成型压力机精度如何调整?
- 630吨牛羊舔砖成型压力机适合压制多大舔盐块?
- 怎样选择500吨盐砖四柱压力机油缸中控制阀?
- 1600吨汽车离合器壳冲压成型压力机立柱制造工艺
- 2016年山东威力推出两款压力机新型产品
- 关于五金冲压200吨四柱压力机加工工艺
- 不锈钢地沟盖板压力机成型工艺及所需设备?
- 玻璃钢头盔用什么机器设备生产的?
- 4000吨锻造压力机(热模锻液压机)电气控制部分特
- 500吨陶瓷粉末成型压力机精度调整与测量方法
- 200吨四柱压力机秒变魔术师 手机碎成渣
- 不锈钢铁皮垃圾桶四柱压力机的哪个部件易损?
- 4000吨冲压火车门板拉伸压力机中液压缸重要性
您的浏览历史

