200吨汽车软硬层隔音垫成型压力机模压步骤?
文章出处:www.wfhqjx.com 人气: 发表时间:2020-02-15 17:55
200吨汽车软硬层隔音垫成型压力机模压步骤?
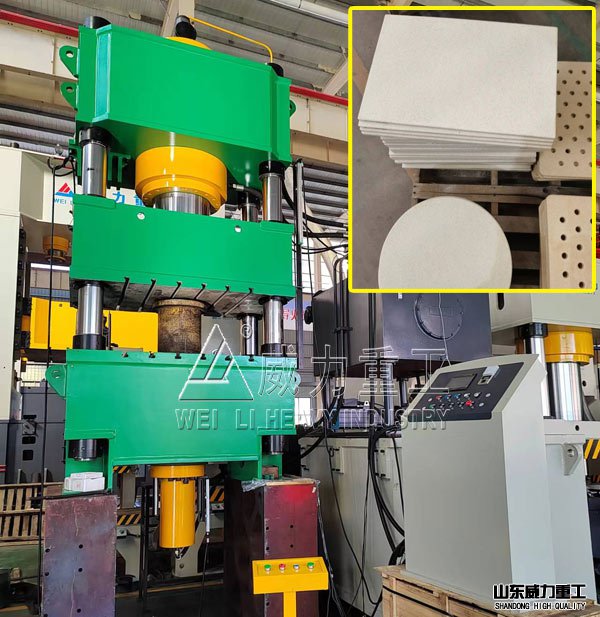
汽车软硬层隔音垫成型压力机一般选用200吨、315吨、400吨四柱压力机来实现,复合材料模压成型工艺,可选用四柱式、框架式两种工艺。这里以200吨四柱压力机为例,简单介绍该设备设计特点以及200吨四柱压力机模压汽车软硬层隔音垫步骤一起来了解下。
性能特点:
计算机优化结构设计,四柱式结构简单、经济、实用;框架式结构刚性好,精度高,抗偏载能力强。
液压控制系统采用插装式集成系统,动作可靠,使用寿命长,液压冲击小,减少了连结管路与泄漏点。
采用PLC控制的电气系统,结构紧凑,工作灵敏可靠,柔性好;
具有调整双手单次循环等操作方式。
通过操作面板选择,可实现定程、定压两种成型工艺

200吨四柱压力机
200吨汽车软硬层隔音垫模压成型步骤一般经过原材料铺放、压制成型、冷却定型与水刀切割等步骤,具体的模压步骤如下:
1、原材料铺放:按由上至下的顺序依次铺放上层纤维毡、胶膜和下层纤维毡,所述上层纤维毡的密度为1200~2000g/m2,上层纤维毡的厚度为25~40mm;下层纤维毡的密度为1000~2000g/m2,下层纤维毡的厚度为15~25mm;
2、压制成型:将铺好的材料置入成型模具内,上模温度控制在140~160℃,下模温度控制在160~180℃,合模进行模压成型,200吨四柱压力机成型压力控制在8~11MPa,合模开始后10~20秒进行上模抽真空,抽真空压力控制在0.015~0.03Mpa,抽真空时间控制在10~20秒,上模抽真空结束后,往上模内通入温度为140~180℃、压力为9~11MPa的水蒸汽对材料进行加热成型,水蒸气通过下模排出,水蒸汽通入时间控制在15~20秒,水蒸汽通入结束后开模得到软硬层隔音垫半成品;
3、冷却定型:将软硬层隔音垫半成品放在具有真空吸附功能的冷却治具上进行冷却定型,冷却时间为40~60秒,冷却治具的真空度控制在-90~-75KPa;
4、水刀切割:经冷却定型后的软硬层隔音垫半成品放置水切割治具上,水刀进行切割外形尺寸及孔位,切割水压为50000~60000psi,切割气压为0.4~0.7Mpa,即得到软硬层隔音垫成品。

山东威力重工可按需设计定做不同规格型号压力设备,包括汽车覆盖件冲压压力机、复合材料模压压力机、汽车配件四柱压力机等,5000吨以内均可设计生产,采购欢迎咨询张经理:18306370898(可加微信)
本文由:200吨四柱压力机厂家 搜集整理
本文由:200吨四柱压力机厂家 搜集整理
此文关键字:200吨,汽车,软硬,层,隔音,垫,成型,压力机,模压,



同类文章排行
- 315吨汽车配件拉伸成型液压机(压力机)操作方法
- 630吨四柱压力机模压树脂井盖、电缆沟盖板
- 500吨四柱压力机冲压锚杆托盘自动化生产线现场
- 200吨拉伸四柱压力机用于健身壶铃成型
- 630吨石墨坩埚盖板成型压力机组成系统说明
- 400吨四柱压力机拉伸不锈钢风机外壳壳成型
- 400吨单臂压力机(液压机)特点与安全操作
- 500吨拉伸四柱压力机换向阀的主要性能
- 400吨铁粉健身哑铃液压机特点与使用注意事项
- 630吨四柱压力机剪切/冲孔/压型锚杆托盘一次成型
很新资讯文章
- 卫星锅盖拉伸200吨四柱压力机的光幕控制器
- 四柱压力机厂家分析我国液压测试装置发展
- 200吨舔砖四柱压力机的研发生产
- 厂家直销630吨快速拉伸压力机
- 500t四柱压力机厂家降低成本要学会常见问题的自
- 500吨四柱压力机的操作要领与注意事项
- 矿用锚杆托盘压力机自动化生产设备技术成熟
- 伺服框式500吨压力机到货安装细节说明书
- 橡胶硫化630吨四柱压力机电气控制设备特点
- 315吨电子元件四柱压力机液压元件标准
- 压力机厂家想要突出重围,我们应该怎么办?
- 牛羊舔盐压块压力机常用的型号有哪些?
- 200吨四柱伺服压力机常见分类与应用特点
- 630吨封头四柱压力机回油过滤器设置考虑因素?
- 纵向挤压式315吨四柱压力机的结构
- 200吨电缆桥架压制四柱压力机柱塞泵故障分析
- 四柱压力机的分类以及区别
- 315吨家用燃气表箱四柱压力机泵的工作特点
- 怎样才能提高500吨水箱四柱压力机液压缸的耐磨
- 1000吨复合免烧砖托板成型压力机如何热压成型的
您的浏览历史

